High-Speed Machining: It’s more than just a faster spindle
WHAT IS HIGH-SPEED MACHINING?
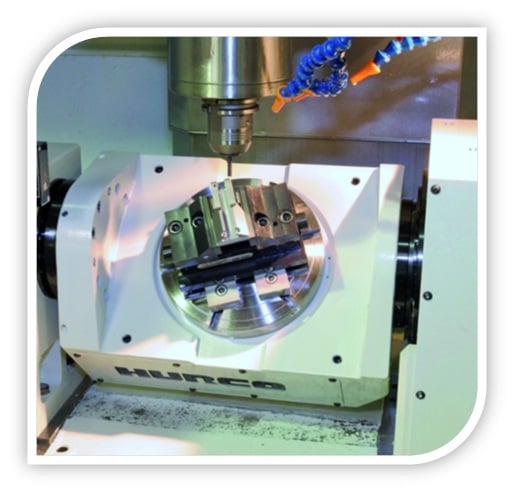
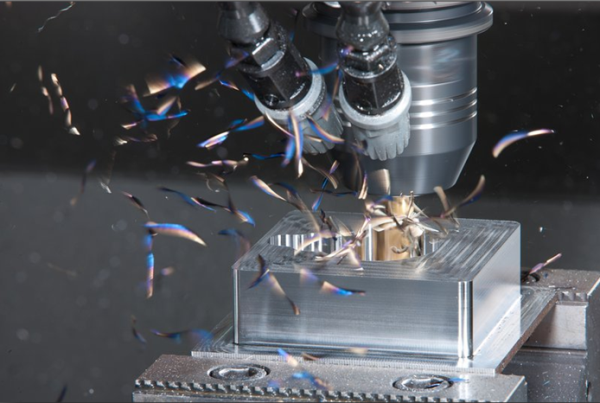
High-speed machining is usually associated with any spindle speed above 15k rpm, but it is much more than just a faster spindle. The whole machine must be considered when selecting a good candidate machine for high-speed machining. Thermal compensation, overall machine rigidity and construction, positional feedback, the motion control system, tool retention, and many other characteristics must be looked at in detail before determining that a particular machine is suitable for the task.