Absolute Tool Length: the industry standard
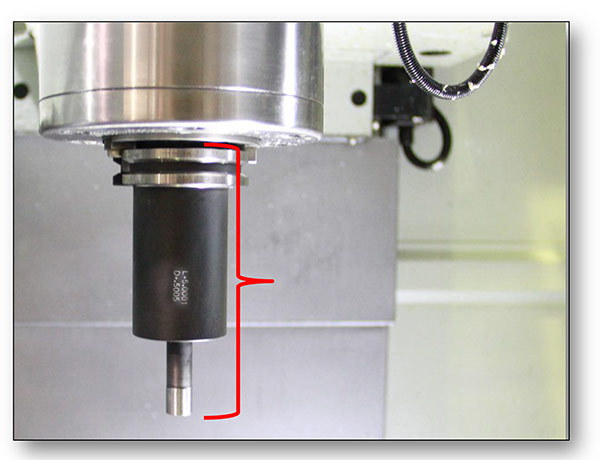
As many of you are already aware, the Absolute Tool Length method of tool calibration has become the industry standard for measuring and recording the length of individual cutting tools on milling machines. This method of tool measurement not only produces numerical values that make sense to the operator, and can easily be verified with a pocket scale, but will also allow for tool lengths to be set offline using a presetter - and then the data can simply be entered into the tool setup for that particular tool…helping to reduce setup time at the machine.