Winning! Hurco Control Wins Award

CNC Cookbook Survey Respondents Rank Hurco Control #1
CNC Cookbook Survey Respondents Rank Hurco Control #1
Well I’m just too excited about this not to share this news with my readers. With the help of Hurco Companies, I just recently published my very first actual book! It is a comprehensive guide to 5-axis CNC machining, and I wrote it to help the machinist as a shop floor guide of sorts.
Anyone who runs a 5-axis CNC machine knows how important correct centerline measurements can be for accurate machining. Often times, however, when troubleshooting for issues, or after a slight “bump” of the machine, there might be a need to verify or re-measure these centerline values.
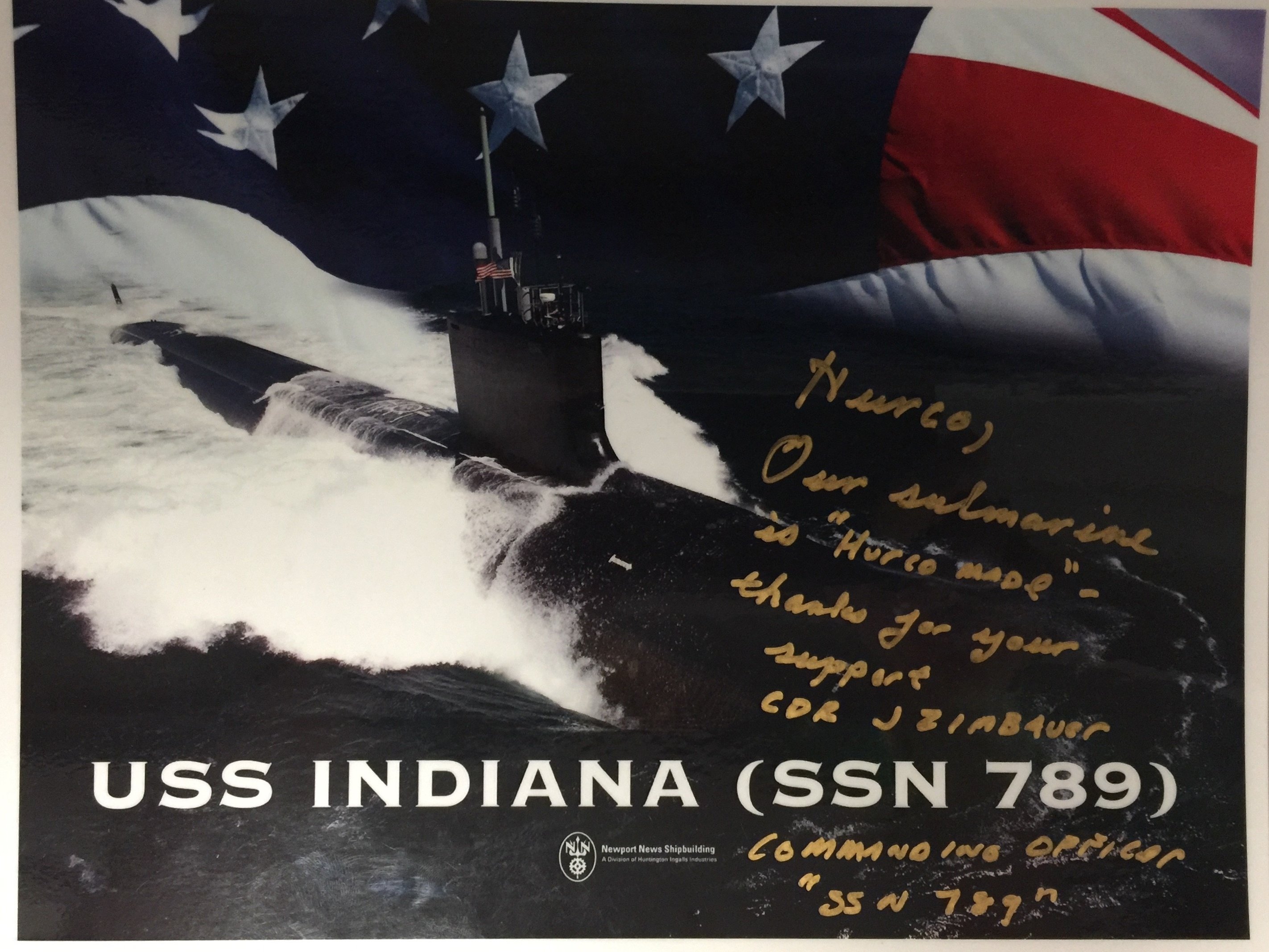
Earlier this week, a few of us here at Hurco were invited to a local function to meet the command staff of a newly commissioned Virginia Class Nuclear Submarine, for the U.S. Navy, named after our very own Hoosier state - the USS INDIANA…and, as it was written on the picture below, by the skipper of the Indiana, Commander Jesse Zimbauer, this submarine is “Hurco made”.
Hurco has many different partherships - some in education, tooling companies, CAM software compalnies, and both Indy Car and NHRA drag racing. Even though every single one of our relationships are important and special in their own way, one of the coolest relationships that we have is with John Force and the John Force Racing team.

I'm acting as guest blogger for Mike Cope today because he took a vacation day to honor veterans as he has done each Veterans' Day for the past 17 years with his best buddy and Navy veteran Dave. Mike has many interests, but he is passionate about patriotism and serving veterans and active duty military personnel. Therefore, he takes November 11th seriously...it is just one of the days during the year that he gives back to local veterans through honor and service.
Professionally, Mike is the go-to guy when it comes to understanding how the Hurco control makes machinists more productive and shops more profitable. He knows the control inside and out, and helps all of us make sure the end user understands the value of the multitude of software features WinMax provides.
One of the features of Hurco that many customers love is the eight-nozzle coolant ring that comes standard on all VMX models of vertical machining centers. The amount and flow of the flood coolant is sometimes unbelievable to many new users. Now Hurco VM owners can experience this same overwhelming feeling of flood coolant!
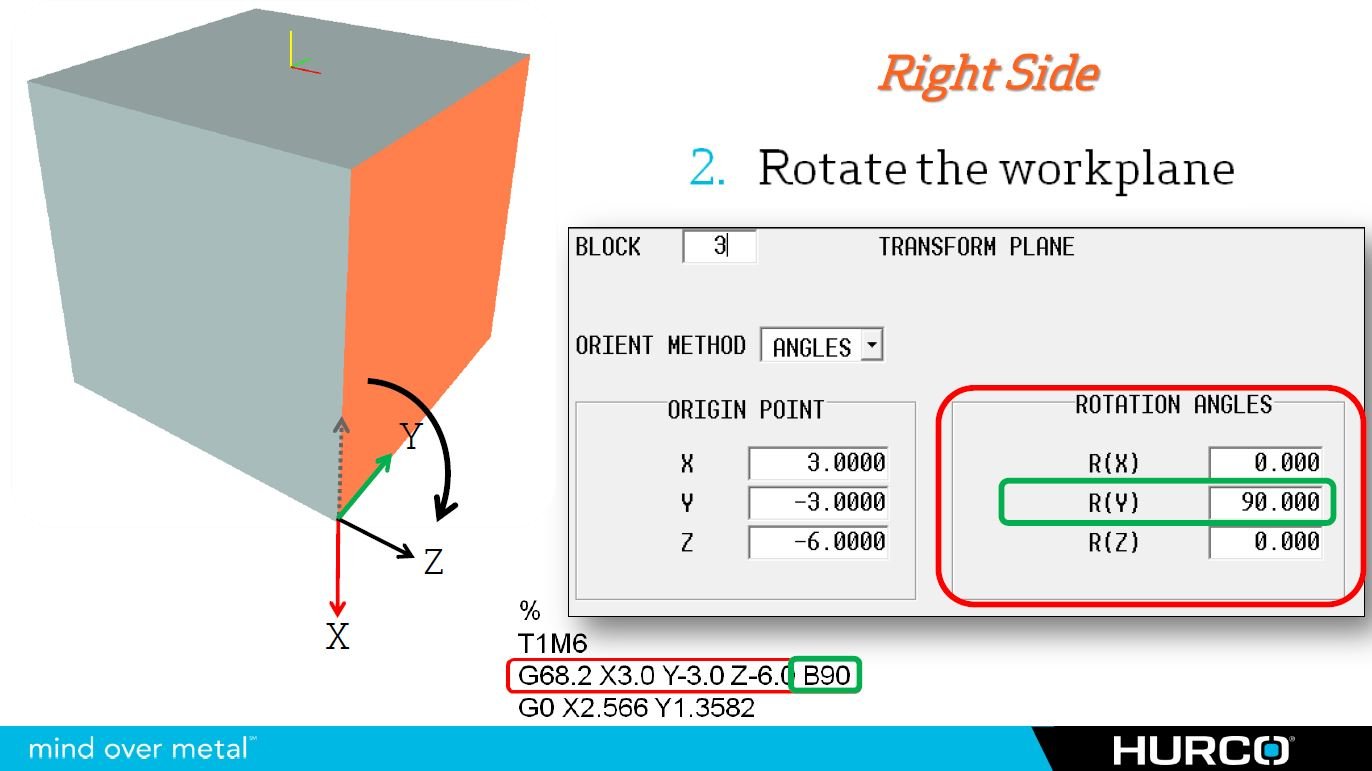
A while back, I received a comment on one of my previous blog posts asking how to designate 5-axis transform planes using IJK UVW vector tokens instead of the traditional ABC rotary axis designations on their 5-axis CNC machine. Instead of just replying to that comment, I thought I would write this post as a response. Since this will be a continuation of the 5-axis CNC basics series, I suggest that you read and understand using IJK tool vectors as a pre-cursor to this article.
The idea behind creating a 5-axis transform plane using vectors is exactly the same as programming tool movement with IJK tool vectors on any machine with a fifth axis. However, the difference lies in the fact that you will have two separate vectors: one using IJK and the other using UVW. The reason you need two separate “legs” for this function is because you cannot designate a plane with only one axis. I will use the floor inside a room as my analogy: you could not create a floor in a room without having at least two walls. With only one, the floor would simply spin around that single axis and could actually point in literally any direction. To accommodate the two legs of the transform plane, and because we want to determine the direction of the Z-axis ultimately, we will use the X-axis and Y-axis as our legs, or walls of the desired transform plane.
