Advanced Manufacturing Career Training: for students & business

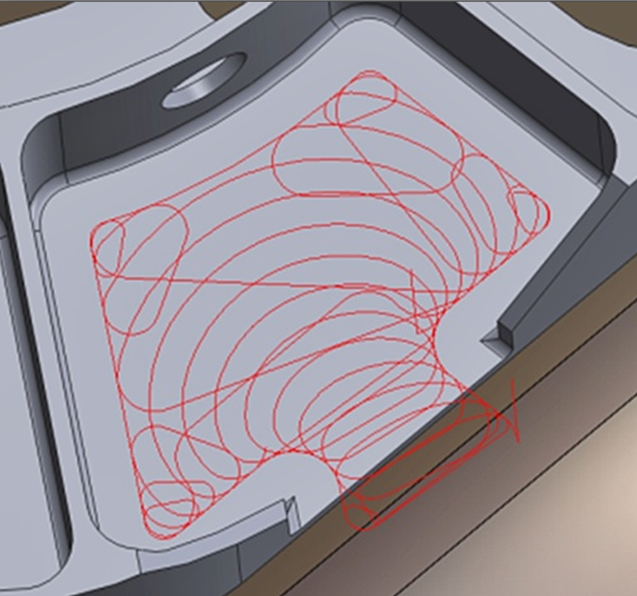
When we hear the term high-speed machining (HSM), most people associate it with mold making. What people fail to realize is that this technology is being used effectively by shops of every kind to positively impact the bottom line — and isn't that what everyone wants?

In today’s CNC machining industry, it’s all about quick setup and changeover between parts, especially in an environment where you run a high mix of low volumes. In this article, I want to discuss how part and tool probing can offer a real advantage for the shops that find themselves in this type of environment.
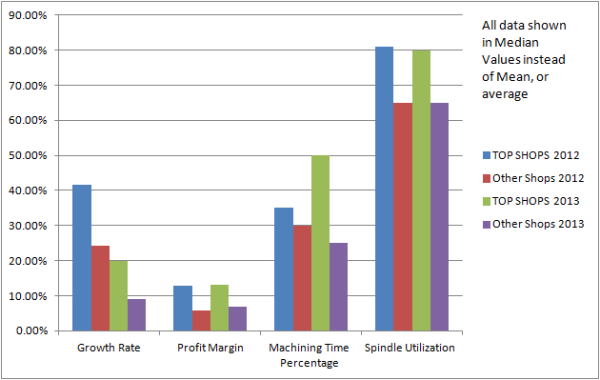
Earlier this year, I reviewed the results from the Benchmarking Report by Modern Machine Shop called TOP SHOPS and promised to give you an update when the 2013 results were published. This blog post only touches on a fraction of the information contained in this incredibly extensive report—the Executive Summary alone is 22 pages—so I encourage you to explore Modern Machine Shop’s TOP SHOPS ZONE
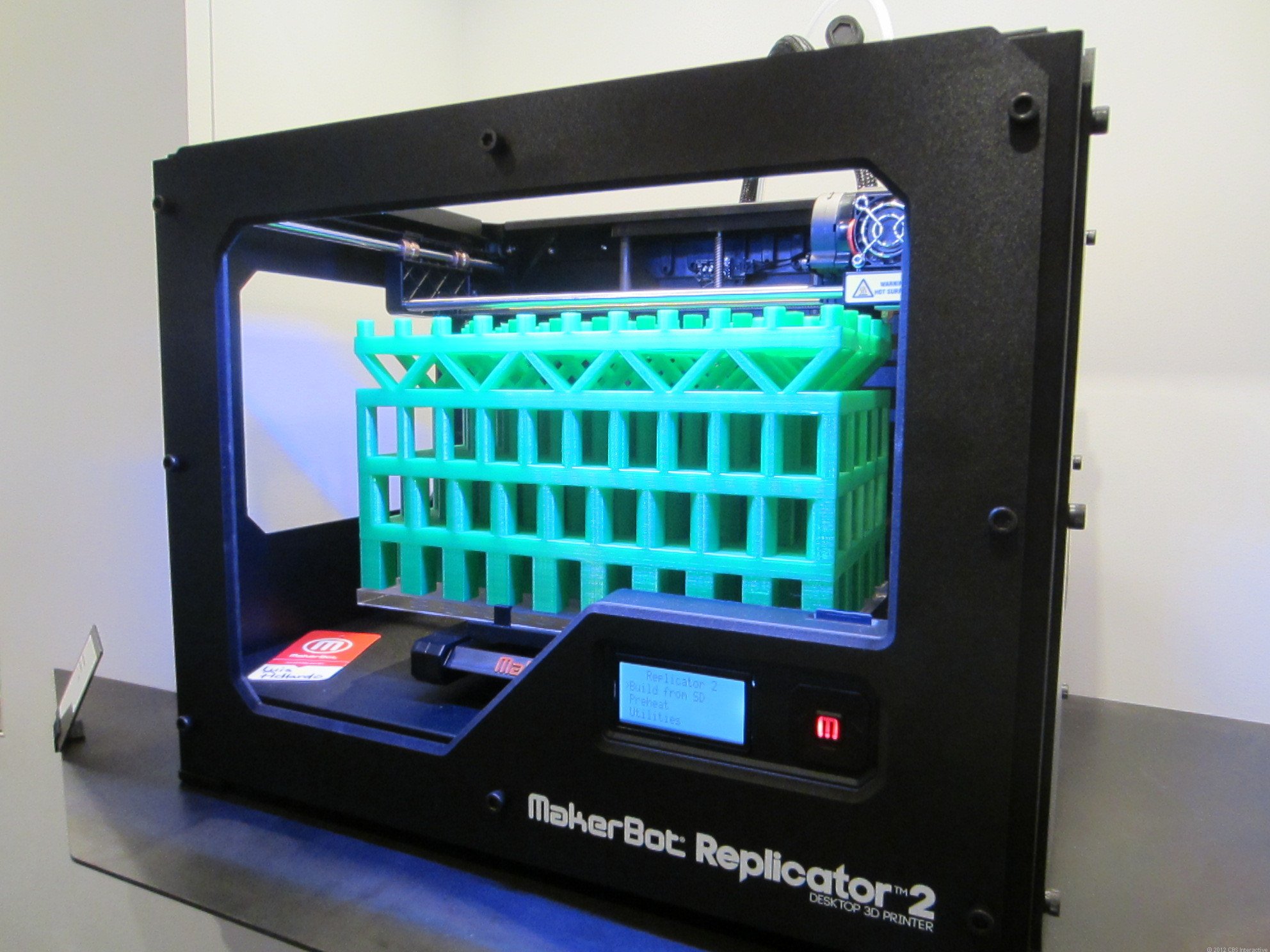
For the past ten years or so, we have seen 3D printing technology – also called Additive Manufacturing – really gain momentum in the industry. In fact, it has become so common-place that there has been speculation by some that it might actually replace traditional manufacturing in the not so distant future. Although I can see many benefits of this amazing new technology, and although I do agree that it will someday impact our lives – such as how we, as consumers, acquire many common household items - I have my reservations about how much it will ultimately change the need for traditional manufacturing processes as we know them. Because of the limitations on mixing printing materials, and the fact that the materials available for use in printing are not always the best for a particular application - not everything that can be printed, should be printed.
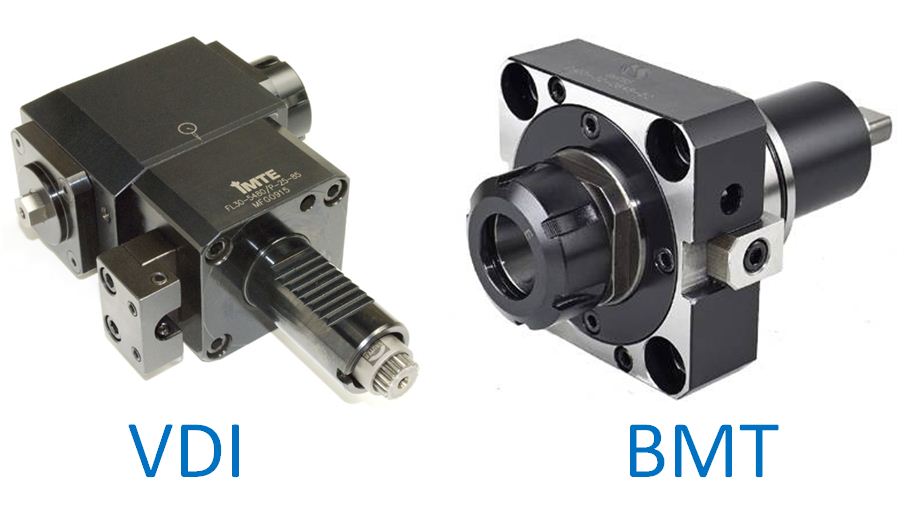
Previously, I published a two-part series on the basics of mill-turn technology, where I cover topics such as: axis configurations, the orientation of live tooling holders, mill-turn terminology, instances when a Y-axis might be necessary, etc. In this article, I discuss the differences between the driven tool mounting configurations and offer my opinion on the benefits and challenges associated with each.
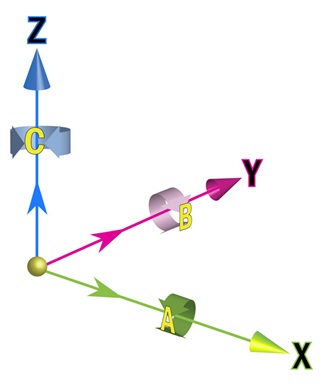
Regardless of a particular original equipment manufacturer machine tool builder, there are several common configurations for 5-axis CNC machines that are available. Each one has its own set of strengths that make it stand out among the choices. The most common types are table-table, head-table, and head-head configurations.

Hi Hurco Blog Readers. Mike Cope has been on the road quite a bit so I'm filling in as a guest writer for his blog.
