How It’s Made: Hurco VMX Series Iron

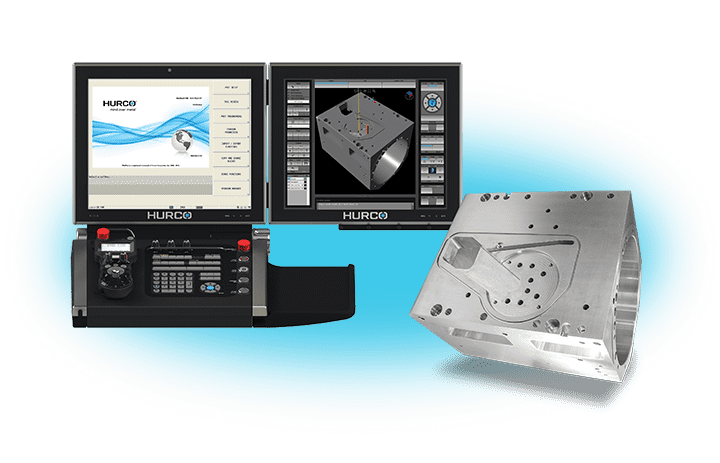
Hurco is known worldwide for our control software, and for conversational or “shop floor” programming, but we don’t often get enough credit for the machine’s iron. In addition to our award-winning control software, Hurco also builds a very robust and rigid machine tool that provides outstanding performance in any shop. That's why we decided to create the video below and write this blog post that highlights the design and manufacturing processes that we use at Hurco.